
زبان

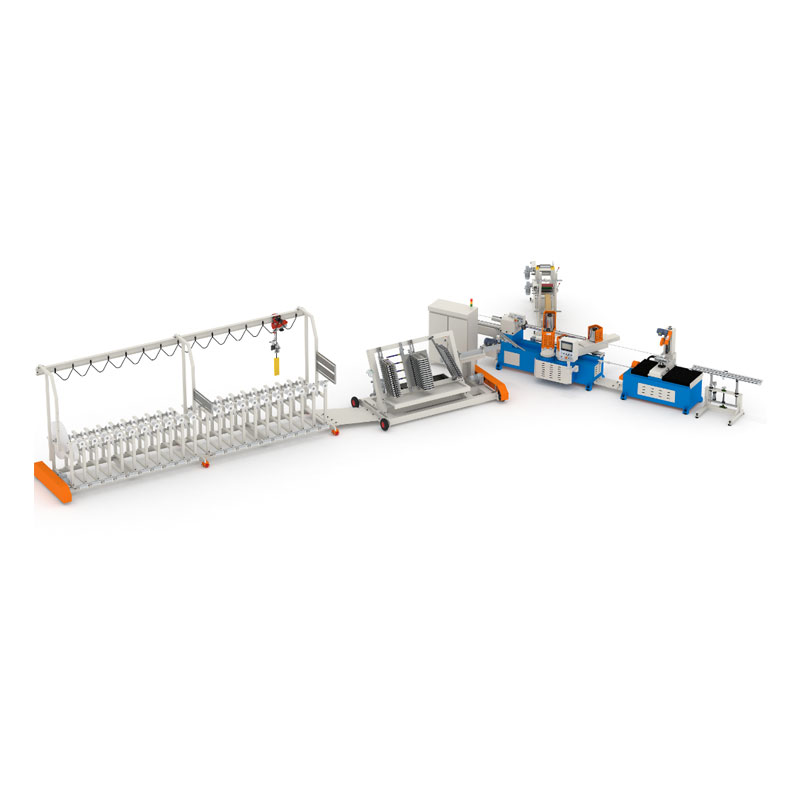
لولههای کاغذی ساده به نظر میرسند، اما هر کسی که آنها را بخرد یا تولید کند، سردردهای آن را میداند: شکایت از لایهبرداری، ضخامت ناهموار دیوار، به هم ریختگی چسب، لبههای مبهم، تلسکوپی، گردی ضعیف، و زمان خرابی دائمی ناشی از تغییر تیغه یا تغذیه بد کاغذ. این مقاله به بررسی این موضوع می پردازد که واقعاً چه چیزی باعث این مشکلات می شود و چگونه الفدستگاه لوله کاغذرا می توان پیکربندی، بهره برداری و نگهداری کرد تا کیفیتی پایدار در مقیاس ارائه دهد. شما یک چک لیست خرید عملی، یک گردش کار تولید که از عیوب رایج جلوگیری می کند، یک جدول که گزینه های ماشین را مقایسه می کند، یک روال کنترل کیفیت که مشتریان به آن اعتماد دارند و یک راهنمای عیب یابی که اپراتورها می توانند در زمین استفاده کنند، دریافت خواهید کرد.
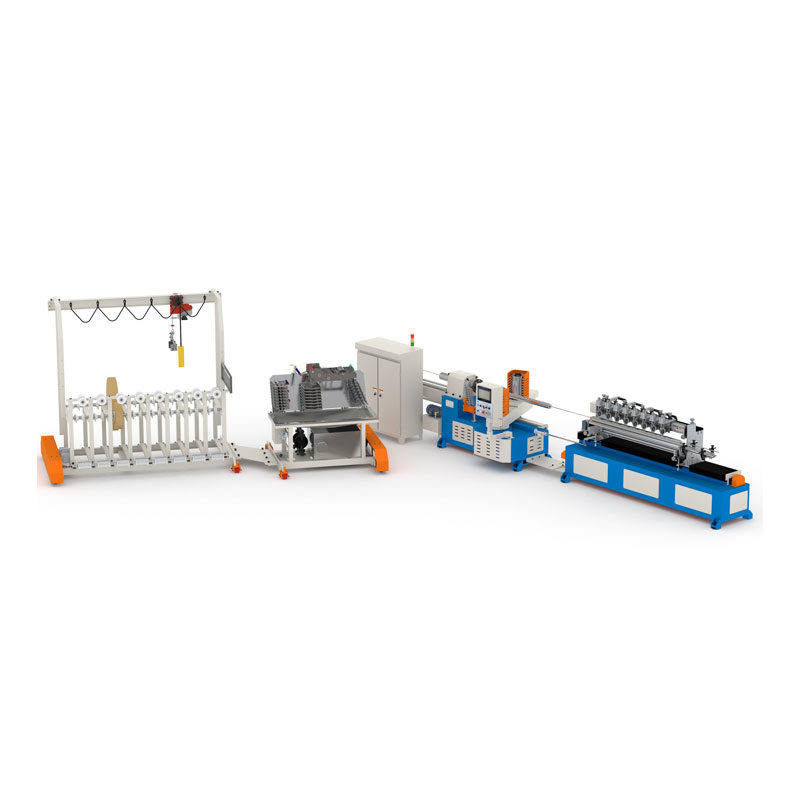
وقتی یک خریدار می گوید "لوله های شما ناسازگار هستند"، معمولاً به یکی از این مسائل خاص اشاره می کنند. به خوبی پیکربندی شده استدستگاه لوله کاغذباید از آنها در منبع جلوگیری کرد - نه با مرتب کردن لوله های بد پس از اینکه قبلا ساخته شده اند.
اگر لولههایی را برای بستهبندی، برچسبها، فیلمها، منسوجات، کارخانههای کاغذسازی یا استفادههای مرتبط با ساخت و ساز تهیه میکنید، مشتریان شما به دو چیز مشابه اهمیت میدهند:تکرارپذیریولبه های تمیز. همه چیز در فرآیند شما باید از آن نتایج دفاع کند.
خط لوله یک سیستم است. اگر فقط روی «سرعت ماشین» تمرکز کنید، در نهایت سریعتر ضایعات تولید میکنید. در اینجا گردش کاری است که باید گام به گام ارزیابی کنید:
اگر لوله های فعلی شما "به طور تصادفی" از کار بیفتند، علت به ندرت تصادفی است. این معمولاً یک تغییر در کشش، ویسکوزیته چسب یا سایش سنبه است که تا زمانی که مشتریان شکایت نکردند، هیچ کس آن را اندازه گیری نکرد.
هر کاربرد لوله ای به روش ساخت یکسانی نیاز ندارد. از جدول زیر برای مطابقت دادن سبک ماشین با نیازهای محصول استفاده کنید.
| ماشین / نوع فرآیند | بهترین برای | نقاط قوت | تماشای Outs |
|---|---|---|---|
| سیم پیچ مارپیچی | لوله های بسته بندی عمومی، هسته های نساجی، هسته های برچسب، لوله های محافظ | راندمان بالا، اندازه های انعطاف پذیر، خروجی پایدار زمانی که تنش کنترل می شود | برای جلوگیری از لایه برداری و بیضی شکل، به پایداری کششی/چسب خوبی نیاز دارد |
| پیچ در پیچ | لولههای با دقت بالا، دیوارههای ضخیمتر، کاربردهایی که به تحمل سختتر نیاز دارند | پتانسیل گردی عالی، ساختار قوی، طرح لایه تمیز | حساسیت راه اندازی بالاتر؛ عرض و تراز کاغذ باید هماهنگ باشد |
| راهنما / خط ورودی | دسته های کوچک، آزمایش محصولات لوله جدید، بودجه محدود | هزینه اولیه کمتر، آموزش ساده | خروجی به شدت به مهارت اپراتور بستگی دارد. حفظ ثبات سخت تر است |
| خط نیمه اتوماتیک | کارخانه های رو به رشدی که نیاز به خروجی پایدار و بدون هزینه اتوماسیون کامل دارند | بهره وری متعادل، کنترل پایدارتر مراحل کلیدی | هنوز به روشهای عملیاتی استاندارد برای جلوگیری از جابجایی تنظیمات نیاز دارد |
| خط اتوماسیون بالا | سفارشهای بزرگ، پنجرههای تحویل تنگ، مشتریان با QC سختگیرانه | تکرارپذیری، وابستگی کمتر به نیروی کار، مقیاس بندی بهتر | نیاز به تعمیر و نگهداری منظم و برنامه ریزی قطعات یدکی دارد |
"بهترین" گزینه ای است که با تحمل لوله، محدوده قطر، ضخامت دیواره و انتظارات مشتری مطابقت دارد - نه گزینه ای که بیشترین سرعت را در بروشور دارد.
اگر میخواهید از پشیمانی خریدار جلوگیری کنید، قبل از مقایسه قیمتها، الزامات خود را قفل کنید. در اینجا یک چک لیست عملی وجود دارد:
نکته حرفه ای: این سوال ناراحت کننده را از خود بپرسید-"اگر بهترین اپراتور من کار را ترک کند چه اتفاقی می افتد؟"اگر کیفیت شما سقوط کند، هنوز فرآیندی ندارید. شما یک نفر دارید A به درستی مشخص شده استدستگاه لوله کاغذو تنظیمات مستند این خطر را کاهش می دهد.
برای جلب اعتماد نیازی به آزمایشگاه پیچیده ندارید. شما به سازگاری و قابلیت ردیابی نیاز دارید. از یک روال ساده استفاده کنید که اپراتورها واقعاً می توانند از آن پیروی کنند:
قوی ترین پیشرفت ردیابی استدلایل قراضه. اگر "مربای تغذیه" مهمترین عامل ضایعات است، تجهیزات سریعتر نخرید - ابتدا ثبات تغذیه و آموزش را برطرف کنید.
کارخانهها اغلب به دنبال سرعت هستند و سپس با ضایعات، اضافه کاری و مشتریان عصبانی مجازات میشوند. یک برنامه بهتر طراحی برای خروجی پایدار است:
هنگامی که خروجی را برنامهریزی میکنید، سینکهای زمانی پنهان را در نظر بگیرید: جابجایی اتصال، تمیز کردن چسب، تغییر تیغهها و تغییر اندازه. یک خط کمی کندتر با توقفهای کمتر میتواند از خط سریعتری که دائماً ریتم را میشکند بهتر عمل کند.
اکثر "مشکلات مرموز" خط لوله، مشکلات تعمیر و نگهداری پنهان هستند. با عاداتی که کسل کننده اما سودآور هستند، از زمان کار محافظت کنید:
یک نکته دست کم گرفته شده: با چسب مانند یک ماده کنترل شده رفتار کنید، نه یک منبع "هر آنچه در دسترس است". ویسکوزیته پایدار و کاربرد تمیز بیشتر از بسیاری از ارتقاءهای گران قیمت برای کیفیت لوله مفید است.
A دستگاه لوله کاغذخرید یکباره نیست این یک رابطه تولید بلند مدت است. تامین کننده ای که انتخاب می کنید باید بتواند تنظیمات را توضیح دهد، عیب یابی کند، و به شما در استانداردسازی خروجی کمک کند - نه فقط تجهیزات را ارسال کند.
اگر در حال ارزیابی تامین کنندگان هستید، به دنبال موارد زیر باشید:
برای تیمهایی که میخواهند رویکردی ساختاریافتهتر داشته باشند - بهویژه هنگام افزایش ظرفیت -Wenzhou Feihua Printing Machinery Co., Ltd.اغلب به عنوان یک گزینه تامین کننده ارزیابی می شود، زیرا بسیاری از خریداران نه تنها تجهیزات، بلکه دستورالعمل های عملیاتی عملی و روال تولید پایدار را نیز می خواهند که وابستگی به "اپراتورهای قهرمان" را کاهش می دهد.
اگر لولههای فعلی شما از اتصال ناهماهنگ، لبههای درهم و برهم یا خرابی رنج میبرند که تحویل را مختل میکند، به ندرت این تعمیر «سریعتر کار میکند». راه حل واقعی تطبیق درست استدستگاه لوله کاغذپیکربندی به مشخصات لوله شما، سپس ساخت یک فرآیند تکرارپذیر که کیفیت را حتی در زمان تغییر شیفت ثابت نگه می دارد.
آیا برای بحث در مورد محدوده اندازه لوله، تحمل هدف و اهداف تولید آماده هستید؟ دست دراز کنید وبا ما تماس بگیریدبرای کشف یک ماشین عملی و برنامه فرآیندی که متناسب با کارخانه شما باشد - نه فقط یک نقل قول عمومی.











